在精密模具磨削加工领域,复杂型面的高精度装夹与稳定加工一直是制约企业生产效率与产品质量的核心难题。某汽车模具制造企业在加工注塑模具型腔、压铸模镶件等精密
部件时,传统机械压板装夹需耗费 1.5 小时调整定位,且因局部应力不均导致工件变形,形位公差超差率达 20%;气动夹具虽能快速装夹,但在五轴联动磨削时易出现震颤,
导致表面粗糙度 Ra 值无法满足≤0.8μm 的严苛要求,单件返工成本超 5000 元。

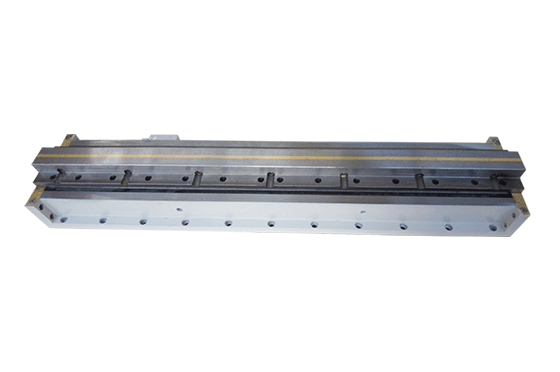
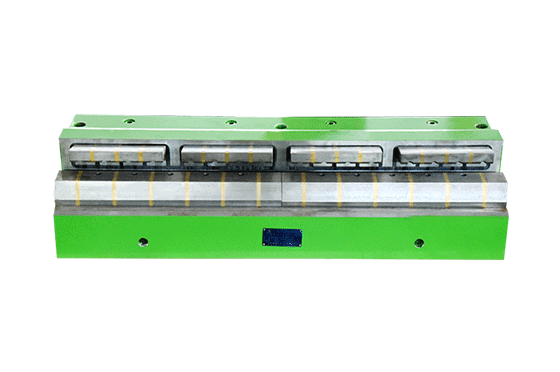
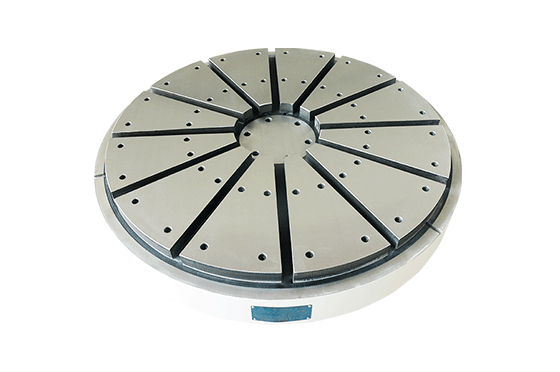
为突破这一技术瓶颈,企业与专注电磁装夹技术的我司合作,定制开发了轴联动专用电永磁机械手系统。针对模具钢硬度高、型面复杂的特性,该系统采用纳米晶软磁材料
与矩阵式磁路设计,通过高频脉冲充磁技术,在不规则表面生成 160N/cm² 均匀吸附力场,配合自适应补偿结构,确保工件在高速旋转磨削中稳固无位移;非接触式装夹方式彻
底规避了机械压痕与形变风险,搭载的智能磁场监测系统实时调节磁力分布,防止因磨削热导致磁力衰减。机械手集成 3D 视觉识别与柔性定位机构,配合 PLC 智能控制系统,
可在 10 秒内完成不同尺寸模具(50-800mm)的快速切换,自动匹配最佳充磁方案。
从机床适配到工艺优化,我司技术团队驻场 20 天,针对磨削车间冷却液飞溅、铁屑缠绕的复杂环境,对电永磁夹具进行全密封防护与电磁屏蔽设计,并开发专用通讯协议与
机床数控系统深度集成。设备投用后,单件模具加工效率提升 300%,形位公差控制在 ±0.005mm 以内,表面粗糙度稳定在 Ra≤0.6μm,废品率从 20% 骤降至 3%,年节约成本
超 800 万元。电永磁机械手凭借断电保磁(意外断电吸附力维持≥12 小时)、免维护的特性,不仅降低了企业 40% 的设备运维成本,更通过模块化设计实现多品种模具的柔性生
产,成为汽车模具精密制造的革新装备。




.jpg)