在精密机械加工领域,复杂零件的高精度装夹始终是制约生产效率与加工质量的关键环节。某汽车零部件制造企业在生产发动机缸体、变速箱壳体等核心部件时,因工件结构
复杂、薄壁易变形,传统虎钳装夹不仅耗时耗力,还常因局部应力集中导致零件形位公差超差,废品率高达 15%,严重影响交付周期与生产成本。为突破这一技术瓶颈,该企
业通过多轮技术验证,最终选择引入我司研发的高精度机加工用电磁吸盘,开启高效智造新篇章。
.jpg)
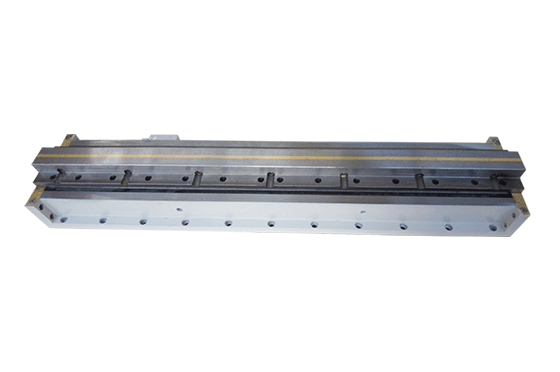
此次应用的电磁吸盘采用分层式磁路设计,通电后可产生均匀稳定的吸附力场,能精准贴合不规则工件表面,最大吸附强度达 160N/cm²,确保薄壁零件在高速铣削、精密磨
削过程中稳固无位移。其非接触式装夹特性,彻底消除了机械夹具对工件表面的压痕与损伤风险;搭配智能充退磁控制器,操作人员仅需一键操作,即可在 5 秒内完成工件装夹与
拆卸,相较传统装夹效率提升 3 倍以上。此外,电磁吸盘内置磁场补偿系统,可自动平衡不同材质、厚度工件的吸附力,在多品种小批量生产场景中展现出极强的适配性。
针对汽车零部件多工序加工的复杂需求,我司技术团队驻场两周,基于五轴加工中心、高精度磨床等设备特性,定制了模块化电磁吸盘解决方案。从吸盘表面微槽结构优化,到
与机床数控系统的数据联动开发,每个细节都经过数十次模拟验证与现场调试。设备投用后,企业单件零件装夹时间从 40 分钟缩短至 8 分钟,加工效率提升 400%;形位公差控制
在 ±0.005mm 以内,废品率下降至 2% 以下。电磁吸盘的稳定性能不仅显著降低了设备待机损耗,还减少了因人工装夹失误导致的安全事故,真正实现了降本增效与安全生产的双
重突破。